Before critical drugs, treatments, and medicines are manufactured and distributed on a wide scale, they must be carefully tested to make they are stable and safe.
Stability tests are an important step in developing new drugs and pharmaceutical substances. They are vital for earning necessary approvals for use, and crucial for safeguarding the quality of the product.
Weiss Technik designs, develops and delivers high-quality pharmaceutical lab test chambers that ensure pharmaceuticals remain stable and safe even in severe conditions.
Our medical and pharmaceutical lab test chambers assess and measure the quality and durability drugs and drug packaging to demonstrate they meet your exacting specifications, stringent industry standards, and all governmental regulations.
We manufacture and supply testing systems in all sizes, from standard versions up to customized, process-integrated facilities that deliver high reproducibility and precise test results.
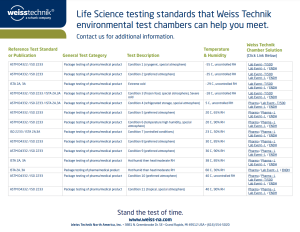
The Weiss Technik Pharma team can help you find medical and pharmaceutical lab test chambers and solutions for all your FDA and GMP compliant Stability Testing Requirements. We also have solutions for requirements in Sterilization and Drying and Barrier Systems.